


碳纖維復(fù)合材料因其高比強(qiáng)度、高比模量、輕量化、耐腐蝕、抗疲勞等優(yōu)異性能,被廣泛應(yīng)用于航空航天、汽車、軌道交通、體育器材、醫(yī)療器械等領(lǐng)域。其生產(chǎn)流程復(fù)雜,涉及多個(gè)關(guān)鍵環(huán)節(jié),每一個(gè)環(huán)節(jié)都對(duì)最終產(chǎn)品的性能有決定性影響。
在產(chǎn)品的生產(chǎn)之初,需要先給到自己產(chǎn)品實(shí)際應(yīng)用的性能需求,從而確定原材料以及生產(chǎn)工藝,這樣使得產(chǎn)品更好的滿足實(shí)際的需求。
碳纖維原絲選擇
碳纖維原絲是生產(chǎn)碳纖維制品的基礎(chǔ),目前市場(chǎng)上主流的原絲類型為聚丙烯腈(PAN)基碳纖維原絲,因其具有較高的強(qiáng)度和模量,能滿足多數(shù)高性能制品的需求。如在航空航天領(lǐng)域,T700、T800級(jí)別的PAN基碳纖維原絲應(yīng)用廣泛,其高強(qiáng)度特性可有效減輕飛行器結(jié)構(gòu)重量,同時(shí)保證結(jié)構(gòu)的可靠性和安全性。而瀝青基碳纖維原絲雖產(chǎn)量相對(duì)較少,但具有高模量的優(yōu)勢(shì),常用于對(duì)模量要求極高的場(chǎng)合,如衛(wèi)星天線的支撐結(jié)構(gòu)等。在選擇原絲時(shí),需綜合考慮制品的應(yīng)用場(chǎng)景、性能需求以及成本因素等。

鋪層方向確定
[0°]:提供最高的拉伸和壓縮強(qiáng)度。
[±45°]:提供良好的剪切性能和抗扭剛度。
[90°]:橫向強(qiáng)度較低,但縱向強(qiáng)度高。
鋪層方向是影響碳纖維制品性能的關(guān)鍵因素之一。常見的標(biāo)準(zhǔn)鋪層角度有 0°、45°、- 45°和 90°。0°鋪層方向通常沿制品主要受力方向鋪設(shè),可有效提高制品在該方向上的拉伸和壓縮強(qiáng)度,例如在承受軸向拉伸載荷的桿件中,0°鋪層能充分發(fā)揮碳纖維的高強(qiáng)度特性 。±45°鋪層主要用于承受剪切載荷,在受扭部件中,合理設(shè)置 ±45°鋪層可顯著提高其抗扭性能。90°鋪層則用于增強(qiáng)制品在垂直于主要受力方向的性能,如在平板結(jié)構(gòu)中,90°鋪層可提高板材的橫向剛度 。當(dāng)制品承受復(fù)雜載荷時(shí),往往需要采用多方向混合鋪層,如 0°、±45°、90°多方向混合鋪設(shè),以綜合提升制品在不同受力狀態(tài)下的性能。在相關(guān)的研究中,對(duì)于正交層板,不同鋪層順序會(huì)影響基體裂紋的起始載荷、擴(kuò)展速率、斷裂韌性以及裂紋密度等。
除了鋪層方向,鋪層順序也是非常重要的環(huán)節(jié),這里就不一一贅述,有興趣的朋友,可以聯(lián)系我們的客服,來深度了解關(guān)于纖維復(fù)合材料鋪層方向方面的知識(shí)點(diǎn)。
成型工藝選擇
高溫模壓成型
高溫模壓成型適用于制造小型復(fù)雜構(gòu)件。該工藝是將裁剪好的預(yù)浸料按設(shè)計(jì)鋪層鋪設(shè)在模具中,通過高溫(一般 100℃ - 200℃)和高壓(5MPa - 20MPa)使樹脂固化成型 。其優(yōu)點(diǎn)是生產(chǎn)效率較高,產(chǎn)品尺寸精度高(可達(dá) ±0.1mm),表面質(zhì)量好。在汽車零部件制造中,如碳纖維汽車輪轂、內(nèi)飾件等,常采用高溫模壓成型工藝。但該工藝對(duì)模具要求較高,模具成本高,且不適用于制造大型構(gòu)件。
熱壓罐成型
熱壓罐成型多用于處理大型整體構(gòu)件,如航空航天領(lǐng)域的飛機(jī)機(jī)翼、機(jī)身段等。將鋪層好的預(yù)浸料疊層放入熱壓罐中,在高溫(120℃ - 250℃)和高壓(0.5MPa - 1.5MPa)環(huán)境下固化成型。熱壓罐成型能夠制造出高性能、高質(zhì)量的復(fù)合材料制品,因?yàn)樵跓釅汗迌?nèi),制品可受到均勻的溫度和壓力,有利于排除氣泡,提高復(fù)合材料的密實(shí)度和性能。然而,熱壓罐設(shè)備投資大,運(yùn)行成本高,生產(chǎn)周期相對(duì)較長(zhǎng)。
其他成型工藝
除上述兩種常見工藝外,還有真空袋成型、纏繞成型、拉擠成型等。真空袋成型通過將預(yù)浸料密封在真空袋中,利用真空壓力使其緊貼模具表面固化成型,適用于制造大型、薄壁的部件,如風(fēng)力發(fā)電機(jī)葉片的外殼等 。纏繞成型是將預(yù)浸料纏繞在芯軸上,通過加熱和加壓使其固化成型,主要用于制造管狀、筒狀等回轉(zhuǎn)體部件,如壓力容器、傳動(dòng)軸等。拉擠成型是將浸漬樹脂的碳纖維通過加熱的模具拉擠成型,可生產(chǎn)連續(xù)的型材,如桿、梁等,具有高效和自動(dòng)化程度高的特點(diǎn),適合大批量生產(chǎn)。
表面精度處理
機(jī)械加工
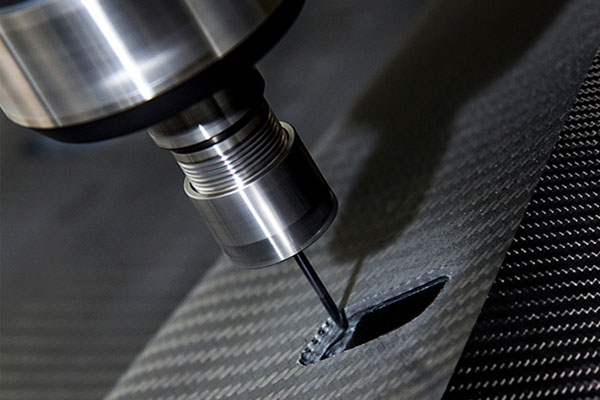
成型后的碳纖維制品毛坯往往需要進(jìn)行機(jī)械加工來達(dá)到更高的表面精度要求。常見的機(jī)械加工方法有CNC切削、鉆孔、磨削等。在CNC切削加工中,刀具的選擇和切削參數(shù)的優(yōu)化至關(guān)重要。由于碳纖維材料的硬度高、耐磨性強(qiáng),且纖維與基體的結(jié)合特性,一般采用金剛石涂層刀具,可有效提高刀具壽命,減少纖維拉出和基質(zhì)脫離等問題。例如在加工碳纖維復(fù)合材料時(shí),主軸轉(zhuǎn)速可達(dá) 20000rpm,進(jìn)給速度優(yōu)化至 800mm/min,可使加工精度達(dá)到 IT7 級(jí),表面粗糙度 Ra≤0.8μm 。鉆孔過程中,需控制好鉆孔速度和進(jìn)給量,防止孔壁出現(xiàn)分層、毛刺等缺陷。磨削加工可進(jìn)一步降低表面粗糙度,提高表面平整度,對(duì)于一些對(duì)表面精度要求極高的光學(xué)部件、精密儀器零件等,磨削是常用的加工手段。
表面拋光
對(duì)于有更高表面光潔度要求的碳纖維制品,還需進(jìn)行表面拋光處理 。拋光方法包括機(jī)械拋光、化學(xué)拋光等。機(jī)械拋光通過使用拋光輪和拋光膏,對(duì)制品表面進(jìn)行研磨,去除微小的凹凸不平,可使表面粗糙度降低至 Ra≤0.2μm,常用于高端體育用品(如高爾夫球桿桿頭)、電子產(chǎn)品外殼等的表面處理。化學(xué)拋光是利用化學(xué)反應(yīng)使制品表面微觀凸起部分優(yōu)先溶解,從而達(dá)到平整光滑的效果,該方法適用于形狀復(fù)雜的制品,但可能會(huì)對(duì)材料表面性能產(chǎn)生一定影響。
油漆涂裝工藝
表面油漆涂裝不僅能提升碳纖維制品的美觀度,還可增強(qiáng)其耐候性和防腐蝕性能 。一般采用多層涂裝體系,以威盛新材料的三級(jí)涂裝系統(tǒng)為例,首先進(jìn)行零部件清洗,徹底去除脫模劑等雜質(zhì),確保表面清潔度,這是保證涂層附著力的關(guān)鍵。然后進(jìn)行底漆涂裝,底漆的作用是增強(qiáng)涂層與基體之間的附著力,同時(shí)提供一定的防腐蝕保護(hù) 。對(duì)于一些有特殊功能需求的產(chǎn)品,如碳纖維極片輥要求導(dǎo)電、耐磨,可在中層色漆處理時(shí)添加相應(yīng)的功能性填料來實(shí)現(xiàn)。最后進(jìn)行面漆涂裝,面漆主要用于改善制品的外觀,使其具有良好的光澤度和裝飾性,例如碳纖維機(jī)器人手臂的表面常要求做到鏡面級(jí)效果,通過精心調(diào)配面漆和精細(xì)的涂裝工藝來實(shí)現(xiàn)。每層涂裝后都需進(jìn)行適當(dāng)?shù)墓袒幚恚_保涂層的質(zhì)量和性能。

質(zhì)量檢測(cè)環(huán)節(jié)
制作完成的碳纖維制品還需要進(jìn)行精度的測(cè)量。威盛新材料通常采用的是三坐標(biāo)測(cè)量?jī)x。三坐標(biāo)測(cè)量?jī)x用于精確測(cè)量碳纖維制品的關(guān)鍵尺寸,確保其符合設(shè)計(jì)要求,測(cè)量精度可達(dá) ±0.01mm 。通過測(cè)量制品的長(zhǎng)度、寬度、高度、孔徑等尺寸,并與設(shè)計(jì)圖紙進(jìn)行對(duì)比,可及時(shí)發(fā)現(xiàn)尺寸偏差,以便對(duì)生產(chǎn)工藝進(jìn)行調(diào)整。對(duì)于制品的實(shí)際性能測(cè)試,疲勞試驗(yàn)機(jī)可模擬服役工況,對(duì)制品施加周期性載荷,檢測(cè)其疲勞壽命和疲勞性能。例如在汽車懸掛系統(tǒng)用碳纖維部件的測(cè)試中,通過疲勞試驗(yàn)機(jī)模擬車輛行駛過程中的振動(dòng)和沖擊載荷,評(píng)估部件在長(zhǎng)期使用條件下的可靠性。此外,還需進(jìn)行拉伸、壓縮、彎曲等力學(xué)性能測(cè)試,以全面評(píng)估碳纖維制品的性能是否滿足應(yīng)用要求。
碳纖維制品的生產(chǎn)是一個(gè)高度系統(tǒng)化的工程過程,其性能優(yōu)劣不僅取決于材料本身,也依賴于科學(xué)的鋪層設(shè)計(jì)、高精度的成型工藝、嚴(yán)格的表面處理與涂裝。此外為了更好的確保產(chǎn)品能夠應(yīng)用,比如高端應(yīng)用中,威盛新材料都是會(huì)結(jié)合仿真分析(如有限元鋪層優(yōu)化)與工藝控制,從而實(shí)現(xiàn)性能優(yōu)解。
- 上一篇:輕如羽,堅(jiān)如鋼:碳纖維“編織”現(xiàn)代工業(yè)的未來
- 下一篇:沒有了!


Copyright © 2016 RSN All Rights Reserved 蘇ICP備16059707號(hào)-1無錫威盛新材料科技有限公司官網(wǎng) 蘇公網(wǎng)安備32021402003510號(hào)
蘇公網(wǎng)安備32021402003510號(hào)
